No two curtain wall projects are alike. Each has its own unique schematic drawing and consists of an array of lineal parts with distinct profile requirements.
Because of this, curtain wall manufacturers have to be nimble. More specifically, their lineal part fabrication lines need to be flexible enough to produce a diverse set of custom parts, each with its own unique cut length and fabrications.
Many manufacturers build flexibility into their operations using skilled labor and manual saws, jigs and drills. Operators grab a stick of material and a tape measure, eyeing each part to make sure all the drill holes, cuts and fabrications are made in the right place.
But making parts by hand is error-prone, even when measuring twice and cutting once.
You’ll have to remake every part that doesn’t meet your client’s tolerance requirements — and each remake results in scrapped material, wasted production time and slashed profit.
And when a major North American curtain wall manufacturer was losing too many parts to human error, they tasked us with developing a solution.
It was the plant manager that first reached out to us. They were tired of throwing away out-of-spec parts and wanted to find a way to take production decisions out of the operator’s hands. Or, put another way, they wanted us to automate their lineal part production lines.
With our marching orders clear, we got to work.
Part quality was their primary concern. And part quality increases as operator/machine interaction decreases — it’s a tenet of manufacturing automation.
Before partnering with us, their manufacturing process was entirely controlled by operators: 10 skilled operators cut and fabricated parts, one by one, on manual equipment.
We wanted to get from 10 operators to just one. Increased part quality, we posited, would follow.
We wanted one operator to be able to load a stick of material into the machine, and have it come out on the other side, complete and ready for assembly.
To accomplish this, we needed to consolidate all required manufacturing processes into one machine. And we had to ensure we built in the flexibility necessary to ensure the machine could mill, drill and cut the parts required for nearly any custom curtain wall project they might win.
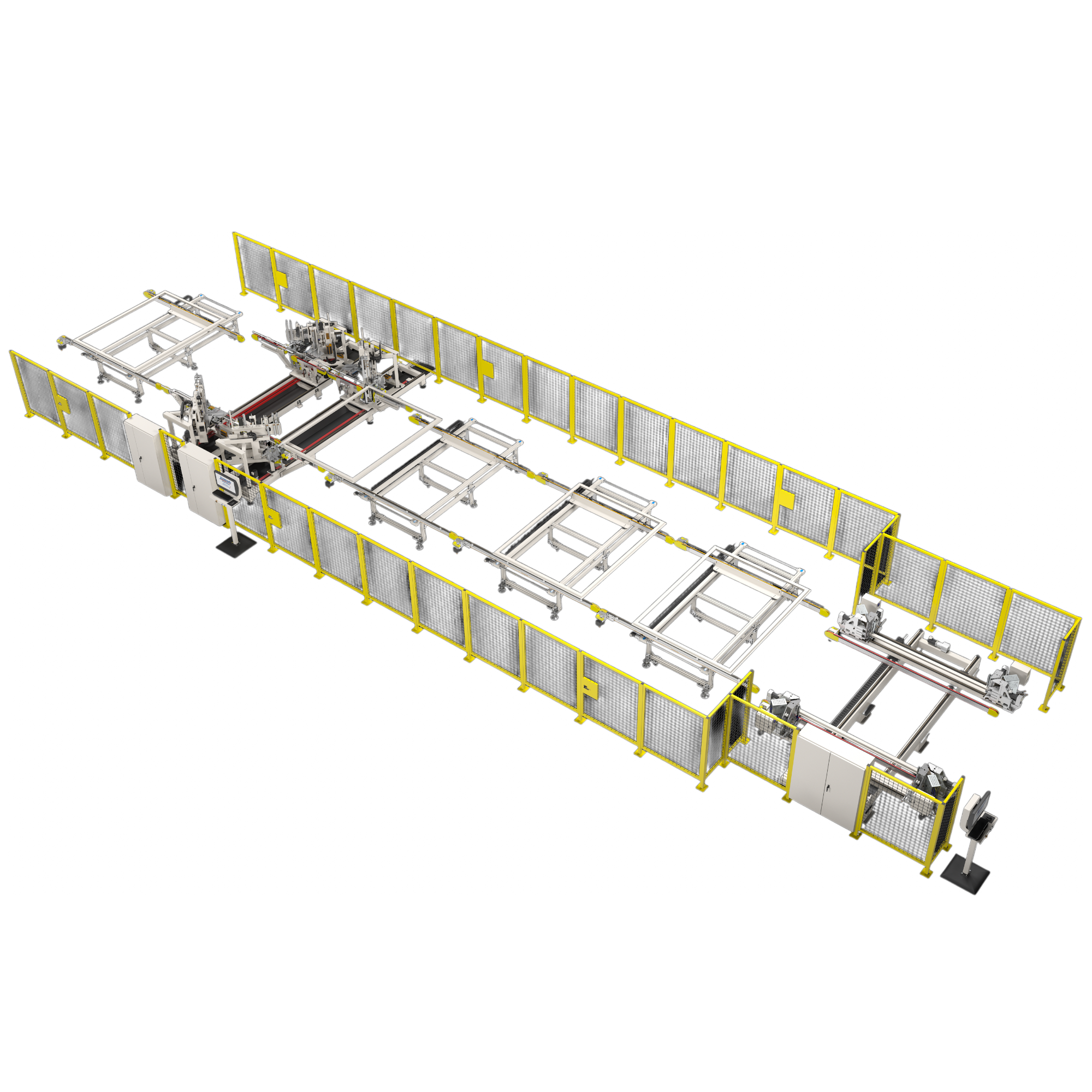
Our SCF-430 CNC machine center platform was the perfect base machine for this project. It combines everything needed to transform lineal materials into finished curtain wall parts — four-axis variable tooling, 30” saw, pusher infeed, outfeed and more.
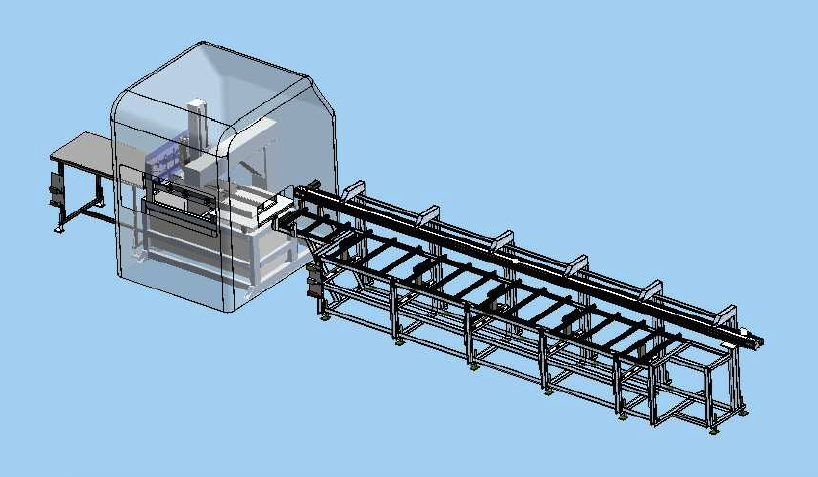
This machine center relies on a step-through manufacturing process. Once the operator loads the stick of material, the pusher moves the stick through the machine, which performs one manufacturing step after another. It would, for example, drill in one area and then push the stick further and make fabrications in another area. The specific sequence and location of fabrications and cuts would vary depending on the profile of the part being produced.
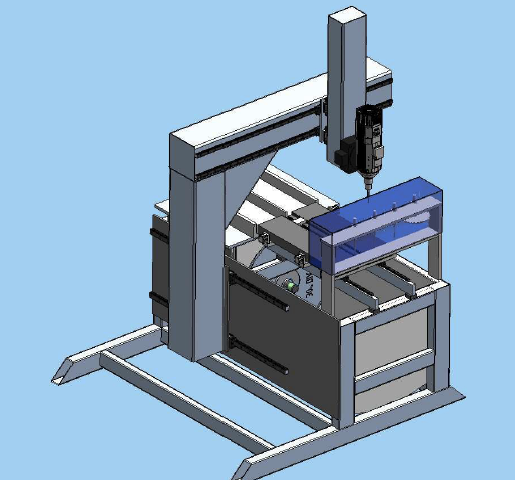
The four-axis tooling enabled this client to fabricate on each side of the lineal in one pass. The operator only has to interact with the machine when loading and unloading the lineal material.
The SCF-430 produces parts with a high degree of accuracy — by design. It comes standard with an absolute encoder servo motor. This technology allows the machine to track the exact position of the lineal as it’s moving through the machine. It guarantees accuracy within 0.025” — exceeding their tolerance expectations for the machine.
Every curtain wall has parts with different profiles, sizes, colors and fabrications. And while this client wanted to increase throughput with an automated solution, they needed the flexibility to produce many different curtain wall products.
Balancing flexibility with automation is a complex problem, but we found a surprisingly simple solution.
All curtain walls — no matter the unique design requirements of the project — are, at their most basic, a series of rectangles.
We figured we could produce two mirrored parts (either two height pieces or two width pieces) at the same time and double their throughput.
To achieve the same throughput increase using their old manual production process, they would have had to invest in twice as much labor and equipment. And maintaining the additional equipment would, itself, be labor-intensive.
Instead, all we had to do was add another track to their automated SCF-430 machine center, and two lineals could be loaded, fabricated and cut simultaneously. No additional labor, no additional maintenance.
Watch Senior Applications Manager Tom Vajdic describe this concept:
© 2025 Joseph Machine Company. All right reserved. Privacy Policy. Sitemap.